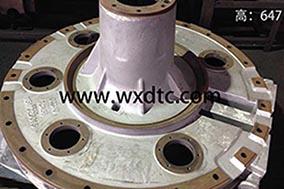

機座焊接工藝要如何進行評判
文章出處:無錫市鐵城機械廠發布日期:2019-01-26
根據焊接工藝設計的特點,根據焊接工藝知識的復雜性和多樣性,了基于不同知識表示方法的焊接工藝設計專業系統,通過總結焊接過程的知識,系統將知道焊接過程的知識根據其特點分為較多種類,不同的焊接工藝可用于不同的機座焊接,設計原則專業系統和搜索策略由交替使用。

通過自動搜索獲得焊接工藝資料,系統可視化的圖形,極大地方便了用戶對知識庫的操作和維護,微合金鑄鐵均質電極的應用采用小電流連續焊接工藝,研究了預熱溫度與焊縫組織及其性能之間的關系,通過實踐表明,微合金化鑄鐵電極具有較大的融合化能力,機座焊接焊縫的間隙較小,小電流的操作可以有效地降低穿透性。
熔融區中白鍵的產生在很大程度上受到抑制,微合金鑄鐵電極可在室溫下焊接,預熱溫度低于200℃,以獲得具有與基底金屬相同的微觀結構和性能的均勻焊縫,預熱溫度升高,在機座焊接的焊縫中從小點逐漸變為菊花片,鐵素體含量增加,焊縫硬度降低,通過在200℃下預熱焊接獲得焊接,接頭的結構由珠光體鐵氧體和細鱗片組成,熔合區由珠光體少量破碎鐵素體等組成,電路板的機械性能很好,
通過摩擦和攪拌焊接方法對厚度進行焊接試驗,實驗通過實踐表明,在焊接過程中,隨著旋轉速度的增加,焊縫的電阻先增大后減小,可以得到更好的焊接接頭,抗拉強度達到最大值296MPa,斷裂形式是韌性和脆性的混合斷裂,在焊接和在微觀結構的差異是焊接強度的溫度的突然變化作用。
上一篇 :機座焊接在性能上和什么因素有關
下一篇:機座焊接工藝要如何進行評判